

延长港口散货输送机回程托辊使用寿命的探讨
杜高振 江东彬 梁中玮
(连云港港口控股集团有限公司,江苏 连云港 222002)
摘要:针对带式输送机回程托辊失效引起的散货疏运系统生产停时等问题,本文在深入剖析带式输送机回程托辊失效原因和危害的基础上,提出了一种能有效减少带式输送机回程托辊故障的技术改造方案。通过技术改造方案的实践表明,此方案能有效提高带式输送机连续运行能力,减少作业中因带式输送机托辊损坏造成的系统线生产停时,保证散货物料疏运作业的连续性,提升港口散货物料带式输送机作业系统综合效能,降低运行成本。
关键词:港口带式输送机、回程托辊、磨损、连续性
0 引言
带式输送机作为港口最为常见的煤炭、铁矿石等散货物料连续输送设备,其输送效率、工作可靠性直接关系到散货物料疏运的技术经济性[1-3]。近年来,随着连云港港新苏港码头有限公司(以下简称“公司”)散货物料装卸和输送量的增大,带式输送机设备的生产任务愈发繁重,因带式输送机设备原因造成的散货疏运系统生产停时也同样随之提升。从公司近几年散货疏运作业生产停时数据统计来看,近70%的停时是由于带式输送机更换回程托辊造成的。因此,如何减少此类生产停时、有效提高带式输送机作业效能是公司面临的重要课题。
本文在深入剖析带式输送机回程托辊失效原因和危害的基础上,提出了一种带式输送机回程托辊技术改造方案,通过技术改造方案的实施,有效提高了带式输送机连续运行能力,减少作业中因带式输送机托辊损坏造成的系统线生产停时,保证了散货物料疏运作业的连续性、高效和安全性,并进一步降低了系统的运行能耗。
1 回程托辊失效原因及危害
1.1 回程托辊结构型式
在带式输送机中,回程托辊用于回程分支,有平行下托辊、V形托辊、反V形托辊、梳形托辊和螺旋托辊。目前公司33条带式输送机配置的是由2个Φ159*1000短托辊组成、由托辊支架横梁支承的平行托辊,具体如图1所示。
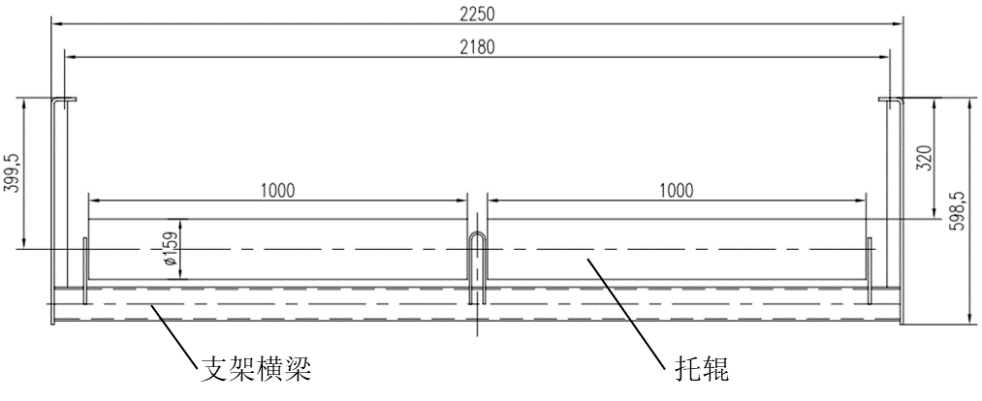
图1 托辊支架横梁支承平行托辊
1.2 回程托辊失效主要原因
通过对公司带式输送机回程托辊失效原因进行统计分析,发现回程托辊失效主要原因为托辊支架横梁积料磨损托辊,从而导致托辊筒体和端盖损坏失效。
在带式输送机散货物料输送作业过程中,不可避免会有一些物料散落到托辊支架横梁上,并且随着作业时间的增加,支架横梁上的物料将越积越多。如果支架横梁上的物料未能进行及时清理,物料逐渐堆积后会塞满回程托辊和支架横梁间的空隙。堆积的物料长时间磨损托辊筒体,造成托辊筒体磨损损坏,减少了托辊使用寿命,如图2所示。

图2 托辊支架积料磨损托辊筒体
在托辊支架横梁上,最易产生积料的区域为横梁中间,即两短托辊的连接处。若此处积料得不到及时清理,则积料长期磨损托辊端部,导致托辊端盖损伤脱落,极大降低托辊使用寿命,如图3所示。

图3 托辊支架积料磨损托辊端盖
1.3 回程托辊损伤失效的危害
回程托辊作为带式输送机系统的主要构成部件,其损伤失效带来的影响和危害不仅仅只在于托辊本身,更重要的是涉及带式输送机系统的正常安全作业。因此,回程托辊的损伤失效除增加其购置、更换和维护成本外,还将对带式输送机系统作业的技术经济性带来以下不利影响。
(1)支架横梁上的积料除磨损托辊筒体外,也会阻碍托辊筒体的自由转动,从而增加带式输送机的运行阻力,增大系统运行能耗。
(2)与支架横梁上积料刮擦并磨损后的托辊筒体表面粗糙不平,在筒体转动与皮带接触时,将增加划伤皮带的风险。
(3)支架横梁中间的积料磨损托辊端部,导致托辊端盖损伤脱落后,将大大增加皮带中间被划伤的隐患。
(4)在发现回程托辊损伤失效后,带式输送机系统必须立刻停止进行维修更换,从而造成生产停时,这将影响到整个散货疏运作业线,给港口企业带来较大的经济损失。
2 回程托辊技术改造方案及实践
2.1 回程托辊技术改造方案
为彻底避免回程托辊支架横梁积料,有效解决因磨损导致托辊筒体和端盖损伤失效问题,在开展大范围技术交流和调研的基础上,公司技术部门制定了回程托辊支承方式改造方案,如图4所示。

图4 挂耳式支架支承平行托辊
挂耳式支架支承平行托辊由2个挂耳式支架和1个Φ159*2000长托辊组成,挂耳式支架布置在托辊两侧,采用悬挂固定的方式与承力构件连接。挂耳式托辊支架取消了支架横梁,避免了积料堆积,能有效消除积料对回程托辊的磨损,同时托辊端盖脱落的风险大大减小。
2.2 回程托辊技术改造实践
公司以卸船配套系统皮带线为试点,将带式输送机原有2个1组Φ159*1000平型回程托辊组改为1组1个Φ159*2000托辊,并将原有的回程托辊支架横梁式支承改为两侧挂耳式支架。改造后的现场效果如图5所示。

图5 回程托辊改造后作业现场
改造完成后,去除了原先支架的横梁,使积料无法堆积在支架横梁上,最大限度上减少了托辊的异常磨损,延长托辊的使用寿命,即使托辊端盖脱落、中间位置断裂也不影响流程正常运行,减少了生产停时。
此外,在回程托辊支承方式改造前,更换装卸船机悬臂下方托辊时,维修人员必须带安全带进入悬臂皮带下方,若夜班更换托辊,则安全隐患极大。改造后,人员无需进入悬臂皮带下方,大大提高了设备维护的安全性和可操作性,减少了托辊更换的时间,提高了效率。
3 改造前后带式输送机作业综合效能对比
3.1 改造前后更换托辊数量对比
统计卸船机配套带式输送机回程托辊改造前后12个月内的更换托辊数量,如表1所示。
表1 回程托辊改造前后12个月内的更换托辊数量(单位:个)
|
时间 |
第1月 |
第2月 |
第3月 |
第4月 |
第5月 |
第6月 |
第7月 |
第8月 |
第9月 |
第10月 |
第11月 |
第12月 |
总计 |
|
改造前 |
38 |
35 |
37 |
44 |
46 |
50 |
48 |
51 |
55 |
50 |
58 |
52 |
564 |
|
改造后 |
34 |
11 |
18 |
28 |
19 |
28 |
24 |
27 |
24 |
26 |
32 |
27 |
298 |
从表中可以看出,回程托辊改造后12个月内更换托辊的数量仅为298个,仅为改造前(更换数量为564个)的53%。同时,回程托辊改造后单月更换的最大托辊数仅为34个,比改造前单月更换最少托辊数35个还少。托辊更换数量的减少,意味着托辊使用寿命的增长,这将直接为企业带来显著的经济效益。
3.2 改造前后更换托辊停时对比
统计卸船机配套带式输送机回程托辊改造前后12个月内的更换托辊停时,如表2所示。
表2 回程托辊改造前后12个月内的更换托辊停时(单位:小时)
|
时间 |
第1月 |
第2月 |
第3月 |
第4月 |
第5月 |
第6月 |
第7月 |
第8月 |
第9月 |
第10月 |
第11月 |
第12月 |
总计 |
|
改造前 |
1.42 |
1.25 |
1.00 |
1.34 |
1.51 |
2.23 |
1.92 |
3.00 |
3.17 |
2.43 |
3.27 |
2.09 |
24.63 |
|
改造后 |
1.64 |
0.25 |
0.20 |
0.80 |
1.20 |
1.51 |
1.00 |
1.20 |
1.80 |
1.50 |
1.55 |
1.20 |
13.85 |
从表中可以看出,回程托辊改造后12个月内更换托辊的停时数仅为13.85小时,比改造前减少了近一半的时间。改造后托辊更换生产停时数的降低,保证散货物料疏运作业的连续性,提升港口散货物料带式输送机作业系统综合效能,为港口散货的快速、高效疏运作业提供了坚实的基础。
4 结语
经实际使用证明,改造后的回程托辊直接避免了横梁积料磨托辊筒体,提高了托辊的使用寿命;采用单根长托辊型式直接避免了长期以来托辊端盖脱落导致的停机问题,大大提高生产的连续性;托辊支架的结构的改变,使得换托辊方式更加高效、安全、方便,大大提高了维护作业的安全性。此外,本次带式输送机回程托辊技术改造的顺利实施,使港口技术人员在实际问题解决和技术攻关方面积累了较多的理论知识和实战经验,有助于提高港口技术人员的创新意识和推进港口的技术革新与技术进步。
参考文献
[1] 韩亮. 港口带式输送机传输系统节能的实现与技术分析[J]. 中国设备工程. 2018(11):138-139.
[2] 丁飞虎. 港口带式输送机输送控制系统设计及实现[D]. 华东理工大学. 2015.
[3] 王越. 港口带式输送机传输系统节能技术研究[J]. 中国高新技术企业. 2015(333):107-108.

































































更多
地址:上海市宝山区真陈路1085号敉平大厦16层

订阅号

服务号
地址:上海市宝山区真陈路1085号敉平大厦16层
电话:021-60719618
沪ICP备20022239号-2 沪公网安备 31011302006472
Copyright © 2008-2021 上海国腾广告传播有限公司版权所有

扫码手机查看
港口机械设备订阅号
港口设备服务号